
MARINE & OFFSHORE EQUIPMENT
- Dredging Equipment
- Marine Deck Machinery
-
Marine Mooring Equipment
-
Marine Anchor
- AC-14 HHP Anchor
- Admiralty Anchor
- Beldt Stockless Anchor
- Bruce Anchor
- Spek Anchor
- Danforth HHP Anchor
- Delta High Holding Power Anchor
- GB11579-89 Light Weight Anchor
- Hall Anchor
- High Holding Power Mastrosov Anchor
- Hot Dip Galvanized Anchor
- Japan Stock Anchor
- JIS Stockless Anchor
- Pool Anchor
- Single Fluke Anchor
- Stainless Steel Anchor
- Stevpris MK5 Anchor
- Stingray Anchor
- US Navy Stockless Anchor
-
Marine Anchor Chain
-
Marine Shackle
- Kenter Shackle
- D Type Joining Shackle
- Pear Shaped Shackle
- Anchor Swivel Shackle Type A
- Anchor Swivel Shackle Type B
- Buoy Shackle Type A
- Buoy Shackle Type B
- C Type Detachable Connecting Link
- D Shackle
- Forelock Shackle
- Anchor Chain Swivel Group
- Straight Shackle
- Anchor Shackle
- Marine Triangle Plate
- Anchor Chain Swivel
- Anchor Chain Joining Shackle
- Anchor Chain End Shackle
- Slim Kenter Shackle
-
Chain Chaser
-
Marine Bollard
-
Marine Chock
-
Marine Fairlead
-
Marine Chain Stopper
-
Marine Mooring Reel
-
Marine Towing Bracket
-
Mooring Rope
-
Marine Towing Hook
-
Marine Shark Jaw
- Marine Fender
-
Marine Buoy
- Marine Floating Pontoon Dock
-
Marine Anchor
- Aquaculture Equipment
- Marine Outfitting Equipment
- Marine Propulsion System
-
Marine Painting
-
Marine Auxiliary Machinery
- Marine Air Compressor
- Marine Air Receiver
- Marine Sewage Treatment Plant
-
Marine Diesel Generator Set
- Marine Oil Water Separator
- Ballast Water Management System
- Marine Hydrophore
- Marine Calorifier
- Seawater Desalination Plant
-
Marine Oil Separator
- Marine Fuel Oil Supply Unit
- Marine Heat Exchanger
-
Marine Hot Well Unit
-
Marine Incinerator
-
Marine Boiler
-
Marine Valve
- JIS Marine Valve
- DIN Marine Valve
- ANSI Marine Valve
- GB Marine Valve
- CB Marine Valve
- CBM Marine Valve
-
Marine Gate Valve
-
Marine Globe Valve
-
Marine Angle Globe Valve
-
Marine SDNR Valve
-
Marine Angle SDNR Valve
-
Marine Check Valve
-
Marine Storm Valve
-
Marine Butterfly Valve
-
Marine Quick Closing Valve
-
Marine Fire Valve
-
Marine Self Closing Valve
- Marine Valve Accessories
-
Marine Pump
- Marine Centrifugal Pump
- Marine Screw Pump
-
Marine Gear Pump
-
Marine Vortex Pump
-
Marine Ejector Pump
-
Marine Diaphragm Pump
-
Marine Piston Pump
-
Marine Fire Pump
-
Marine Emergency Fire Pump
-
Marine External Fire Pump
-
Marine Ballast Water Pump
-
Marine Fuel Pump
-
Marine Lubricating Oil Pump
-
Marine Bilge Pump
-
Marine Sewage Pump
-
Marine Domestic Water Pump
-
Marine General Pump
-
Marine Cargo Oil Pump
-
Marine Hand Pump
- Marine Pump Parts
- Marine Life-saving Equipment
- Fire-fighting Equipment
- Marine Cable
- Marine Electrical Equipment
- Marine HVAC
-
Labour Protection Appliance
- Marine Decorative Material
-
Marine Anode
- Marine Pipe Fitting & Flange
- Marine Instrument
- Ship Building Equipment
INDUSTRY EQUIPMENT
- Hoisting Equipment
- Welding Machine & Material
-
Cutting Machine
- Container Securing Fitting
- Link Chain
- Container & Storage Equipment
-
Diesel Generator Set
- Other Equipment and Tools
- Petrochemical Equipment
- Fiber Reinforced Plastics
- Polymer Materials
- Environmental Protection Series
- Geo-products and Building Materials
- Metal Mesh
- Steel Grating
-
Earthwork Teeth
-
Turnbuckle
STOCK LIST
Contacts
 Tel:+86-23-67956606
Tel:+86-23-67956606
FAX:+86-23-67956622
 Email:manager@cqhisea.com
Email:manager@cqhisea.com
Working Time: 9:00--17:00
Working Day: Monday to Friday Website: www.cqhisea.com


Anchor Chain

Anchor Chain
Introduction:
Anchor chain is used to connect anchors and ships. The common grade is U2 and U3. Usually, small diameter anchor chain with hot dip galvanized surface, the large diameter chain with black paint. We can offer a wide anchor chain diameter range from 12.5mm to 162mm. The common length of anchor chain is 27.5m, but we can customize the chain length based on your requirements. All our anchor chains comply with ISO1704 and GB/T549-2017 standard, qualified to pass the inspections of IACS.
Main Types of Anchor Chain:
|
Anchor Chain |
|
|
|
|
|
|
|
|
|
|


 U2 Stud Link Anchor Chain
U2 Stud Link Anchor Chain
 Black Painted Anchor Chain
Black Painted Anchor Chain Hot Dip Galvanized Anchor Chain
Hot Dip Galvanized Anchor ChainProduct Details:
1. Material: anchor chain steel CM490, CM690;
2. Nominal Diameter: 12.5mm to 162mm;
3. Standard: GB/T549 - 2017, ISO1704;
4. Grade: U2, U3;
5. Finish: Black painted, Hot dip galvanized;
6. Length: 27.5m or customized;
7. Class Certificate: CCS, ABS, LR, NK, RS, DNV·GL, KR, BV, RINA,etc.
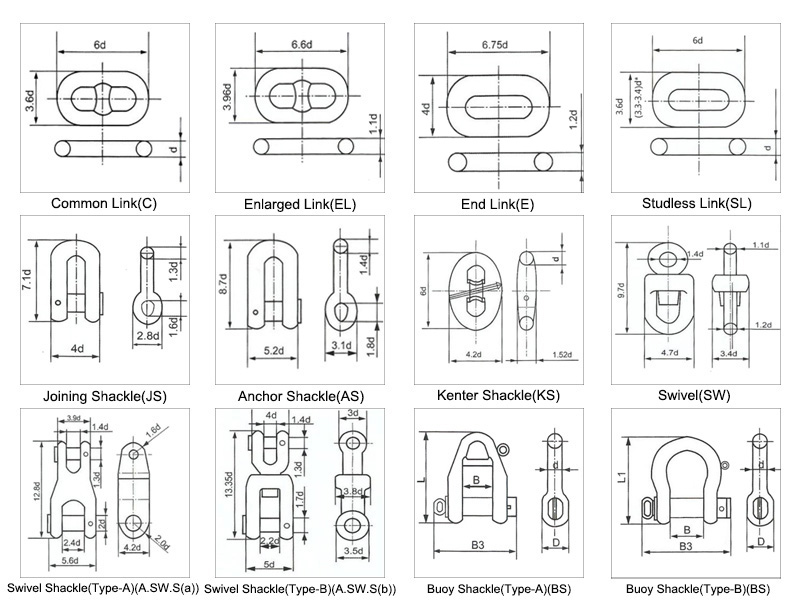
Drawing of Shackle for Anchor Chain:
Difference Between Stud Link Anchor Chain and Studless (Open) Link Anchor Chain:
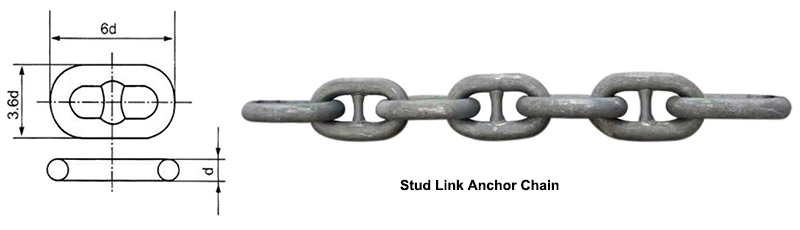
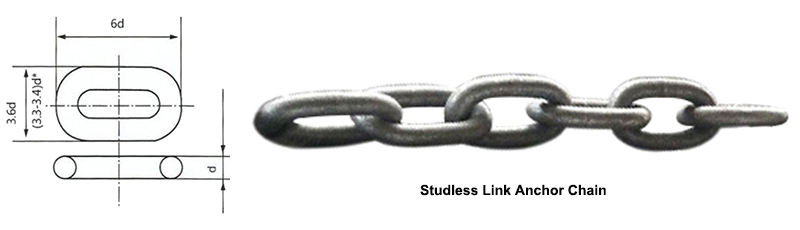
For more information, please click above pictures.
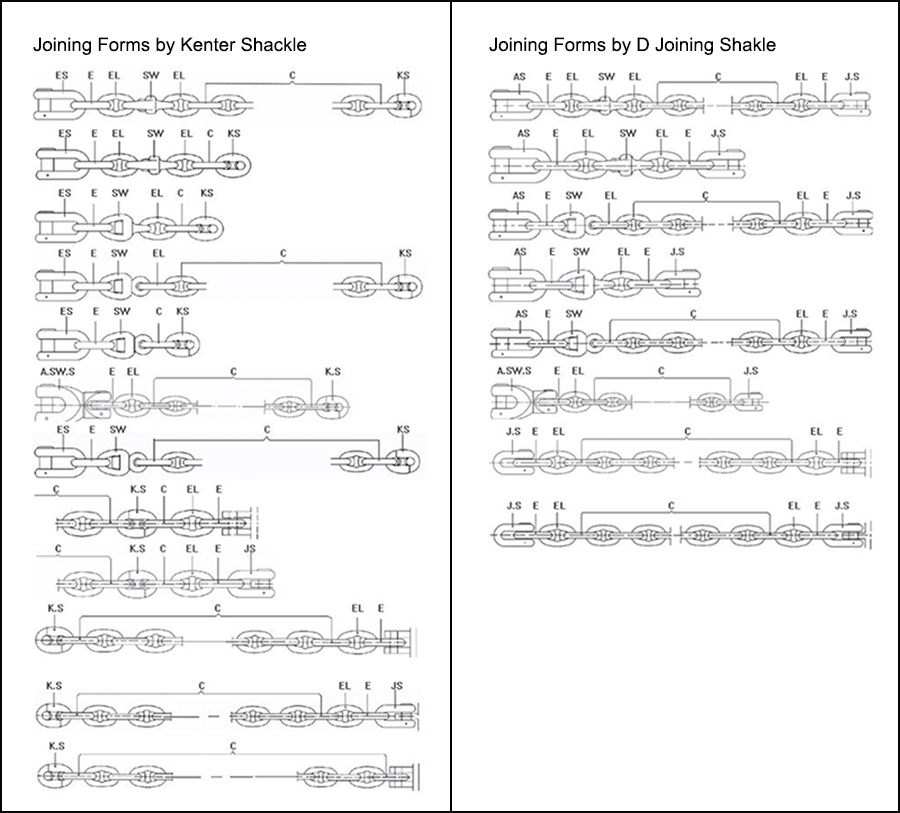
Joining Forms of Anchor Chain:
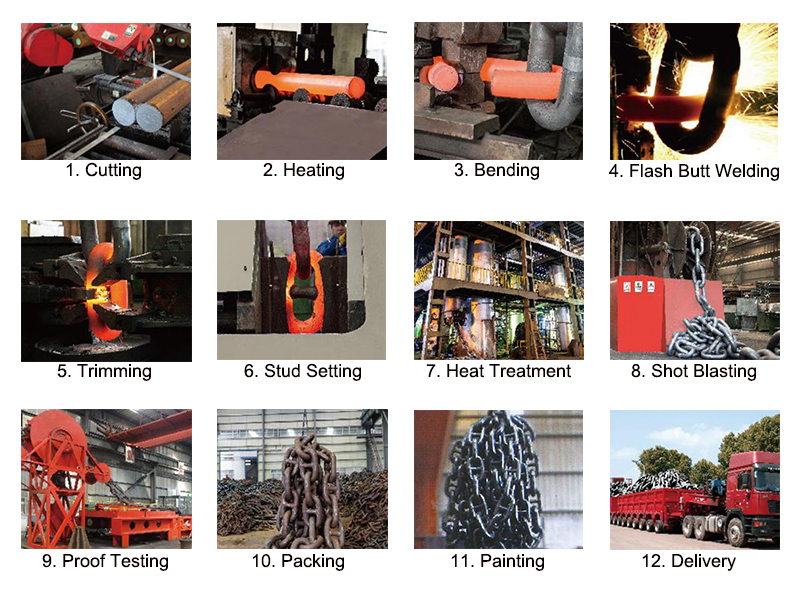
Main Produce Process of Anchor Chain:
Good Anchor Chain is Strictly Controlled in the Following Points:
1. The quality of the anchor chain round steel, the selected anchor chain round steel should be clearly marked on the end of the material with the trademark, the steel grade, the mark traceable to the original heat number, etc., Round steels used to produce the anchor chain and accessories need to be supplied by steel mills approved by CCS or other classification societies;

2. The heating degree of round steel, if the anchor chain round steel is not heated properly before the bending treatment carried out, which will easily damage the internal structural stability of the round steel, so that the anchor chain cannot reach the standard breaking load;
3. The heated round steel should be bent immediately;

4. Chain ring interface, after the chain ring is processed, the deviation at the interface must be within a certain range. If the deviation of the interface is too large, it will cause insufficient strength at the welding point, affecting the proof load and breaking load of the anchor chain;
5. Flash butt welding. The clamping device in the butt welding process should always clamp the bar to avoid the dislocation of the butt welding;

6. Deburring, deburring are strictly prohibited in the cooling state. The purpose of deburring is to remove welding slag, burrs, etc. on the surface of the chain ring. This step can avoid scratches between the chain rings and extend service life of anchor chain;
7. Stud setting, the chain stud should be made up of the same grade round steel to chain ring. Chain studs should be matched with the chain rings, no visible gaps, no burrs, no welding slag in the studs;
8. Stud welding. Stud welding shall be carried out on the other side of flash welding, and welding shall be carried out before the final heat treatment of the anchor chain;
9. Heat treatment, the anchor chain is heated to a certain temperature and kept for a period of time, which can improve the comprehensive mechanical properties of the anchor chain;
10. Shot blasting, this can remove the rust on the surface of the anchor chain, and the rough anchor chain surface after shot blasting makes the paint not easy to peel off;

11. Testing, anchor chains that require a IACS certificate must undergo tensile and breaking tests.




