

 Steel wire ropes are critical for lifting, rigging, and load-securing applications across industries like construction, marine, and mining. Proper termination ensures safety, durability, and compliance with load-bearing requirements. Below, we outline six standardized connection methods, their technical specifications, and safety guidelines.
Steel wire ropes are critical for lifting, rigging, and load-securing applications across industries like construction, marine, and mining. Proper termination ensures safety, durability, and compliance with load-bearing requirements. Below, we outline six standardized connection methods, their technical specifications, and safety guidelines.
1. Splicing Method
Splicing involves interweaving rope strands to create a secure, flexible joint.
Manual Splicing
l Minimum splice length: 20× rope diameter or 300mm (whichever is longer).
l Interlacing requirements: Each strand must be interlaced ≥5 times, with ≥3 full-strand passes.
l Smooth transitions: Trim partial strands for final interlacing to avoid bulkiness.
Mechanical Splicing
l Interlacing pattern: 3 strands interlaced 4 times + 3 strands interlaced 5 times (total 27 passes).
l Post-processing: Melt strand ends to prevent fraying.
l Quality checks:
No exposed core.
Strands tightly packed with no looseness.
Trimmed ends smooth and untwisted.
2. Clamp Connection Method
Ideal for non-lifting applications (e.g., temporary rigging).
Specifications
|
Wire Rope Diameter (mm) |
≤10 |
10–20 |
21–26 |
28–36 |
36–40 |
45–55 |
|
Minimum Clamps |
3 |
4 |
5 |
6 |
7 |
21* |
|
Clamp Spacing (mm) |
80 |
140 |
160 |
220 |
220 |
10 |
*For 45–55mm ropes, use plate-type clamps.
Safety Rules
Clamp base plates must face the rope’s long end.
Connection strength ≥85% of rope’s breaking force.
Inspect clamps regularly for tightness.
3. Compression Sleeve Method
Uses aluminum alloy sleeves for high-strength, permanent connections.
Technical Requirements
l Materials: 3A21H112 or 5A02H112 aluminum alloy (thermally extruded, defect-free).
l Testing: Ultrasonic inspection to exclude cracks, voids, or impurities.
l Dimensions (example for 24mm rope):
Sleeve length: ~101mm.
Thickness: 11.2mm.
Load capacity:
Static load: ≥90% of breaking force.
Shock load: 15–30% of breaking force.
Installation:
Minimum distance between sleeves: 40× rope diameter.
Operating temperature: -40°C to +150°C.
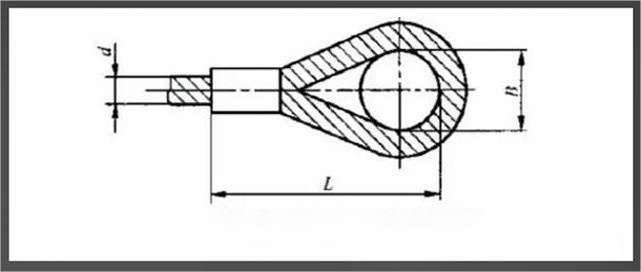
The distance L from the joint to the inner edge of the sleeve must be greater than or equal to 3 times the hook width B or 15 times the steel wire rope diameter.
4. Wedge Socket Fixation
A wedge locks the rope within a steel sleeve, suitable for ropes ≤40mm.
Key Parameters
Strength: 75–85% of rope’s breaking force.
Wedge material: High-grade steel.
Avoid bending at the connection point.
5. Lead Pouring Method
A traditional method (rarely used today) where molten lead secures the rope in a tapered socket.
Steps:
Fan out rope strands and insert into a conical socket.
Pour molten lead to bind strands.
Cool and solidify.
Strength: Must match rope’s breaking force.
6. Pressure Plate Fixation
Commonly used for securing rope ends on hoist drums or pulleys.
Installation Steps:
Thread rope through the drum’s end plate.
Fold and align strands.
Secure with a grooved pressure plate.
Bolt the plate tightly to the drum.
Plate design: Grooved surface to grip the rope.
General Safety Guidelines
Pre-Installation Checks:
Inspect for corrosion, wear, or deformation.
Verify certifications (CE, ISO 4309).
Load Testing:
Gradually apply load; avoid sudden shocks.
Environmental Limits:
Avoid temperatures beyond -40°C to +150°C.
Maintenance:
Lubricate connections in corrosive environments.
Replace components showing ≥10% wear.
Choosing the Right Method
|
Method |
Best For |
Strength Retention |
|
Splicing |
Flexible, reusable connections |
100% |
|
Compression Sleeve |
Permanent, high-stress lifts |
90–100% |
|
Wedge Socket |
Medium-duty, easy disassembly |
75–85% |
|
Clamps |
Temporary applications |
85% |
Conclusion
Selecting the appropriate termination method depends on load requirements, environmental conditions, and regulatory compliance. Always prioritize pre-use inspections and adhere to manufacturer guidelines. For certified wire rope solutions tailored to your industry, consult professionals to ensure safety and performance.